玻璃钢负压风机壳模压成型设备-800吨四柱液压机
文章出处:www.baotian35.com 人气: 发表时间:2020-08-10 10:39
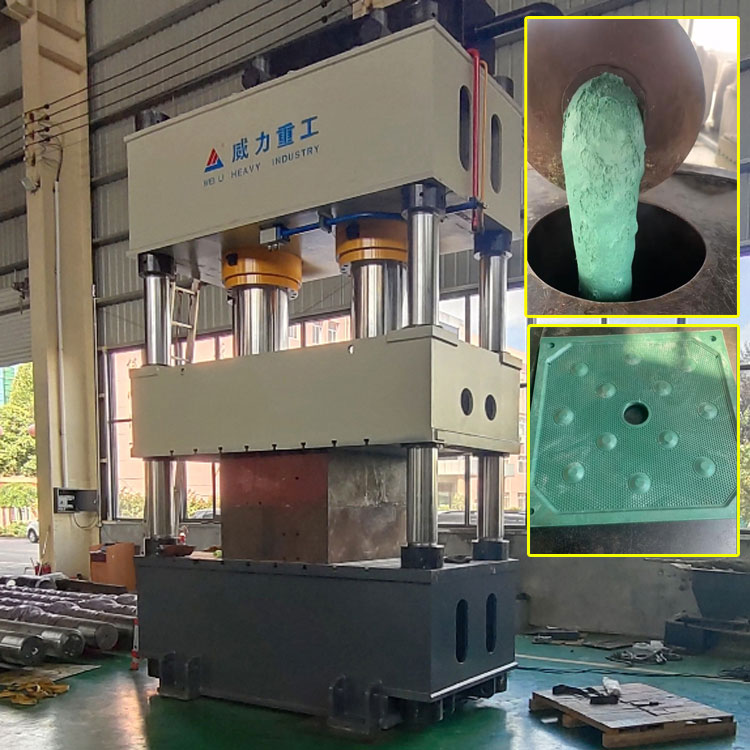
玻璃钢负压风机壳模压成型设备-800吨四柱液压机
玻璃钢模压负压风机外壳是采用防腐树脂玻璃钢材料(FRP)制造的新型的通风设备,属于轴流风机的一种,可以根据产品的形状、技术要求、用途及数量来灵活地选择成型工艺。一般比较简单的成型工艺,可选用液压机配合模具一次成型,成型效果好,密度,受热效果,不导电等性能突出,模压过程中需要经受200摄氏度以上的高温压制。山东威力重工可按需设计生产SMC模压件成型液压机设备,了解玻璃钢负压风机壳模压成型设备-800吨四柱液压机定做价格,工期,参数等信息,致电联系张经理:18306370898(可加微信)

液压机一次模压成型的玻璃负压风机外壳
SMC玻璃钢负压风机壳模压工艺流程:
SMC模压玻璃钢负压风机壳成型工艺的基本过程是将一定量的经过一定预处理的模压料放入预热的压模内,施加较高的压力使模压料充满模腔。在预定的温度条件下,模压料在模腔内逐渐固化,然后将SMC产品从压模内取出,再进行必要的辅助加工即得到最终产品。
1、剪裁:按制品的结构形状,加料位置,流程决定片材剪裁的形状与尺寸,制作样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%-80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。
2、称重:加料量的确定
3、清洁模具:压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观质量。对于新模具,用前必须去油。
4、摆料:摆料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔的中部。对于非对称复杂制品,加料位置必须确保成型时料流同时达到模具成型内腔各端部。摆料方式必须有利于排气。多层片材叠合时,最好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
5、压模:当料块进入模腔后,压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
6、脱模:SMC在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。
7、型品取出:
8、检查:检查制品有无缺陷,是否合格。

玻璃钢风机壳模压工艺过程

800吨四柱液压机-玻璃钢风机壳模压成型机
玻璃钢风机壳模压工艺过程
800吨玻璃钢负压风机壳成型液压机采用PLC控制,操作方便,工作参数可调,具有调整,手动及半自动三种操作方式。;本设备可选配配备模内抽芯控制系统,预置模内顶出控制系统,可实现快速下行、分段与压制、分段放气、工作、保压、慢速开模、快速回程、慢速脱模、快速顶出、顶出停留、快速退回等一系列动作且温度能多点控制。机身结构有三梁四柱式、框架式多种结构,采用有限元件结构分析和优化设计,结构紧凑,,刚性好,精度高。油路系统采用插装阀集成系统,冲击小,动作可靠,使用寿命长,泄漏少。可实现定压、定程两种工艺,具备保压延时功能,延时时间可调。工作压力、行程可在规定范围内按工艺要求调节,操作简便。
800吨四柱液压机-玻璃钢风机壳模压成型机
使用范围:
适用SMC,BMC,FRP,GRP,GMT 等复合材料的模压成型。机器参数如台面大小,开口,行程,速度等都可按照客户的要求定制。 机器广泛应用于汽车(保险杠、底护板、导流板顶棚等)、铁路车辆(高铁动车内饰)、建材/建筑(水泥挡板、埋地管材等)和电子/电气领域(电表箱等)中的零、部件制品等热固及热塑性产品的成型工艺。
本文由:液压机厂家 搜集整理
本文由:液压机厂家 搜集整理
下一篇:500吨单臂校直液压机组成特点 上一篇:上一篇:630吨厨具专用框架式拉伸机维修保养注意几点?
此文关键字:玻璃钢,负压,风,机壳,模压,成型,设备,-800吨,



同类文章排行
- 轴承压装液压机-400吨四柱液压机带移动工作台
- 2000吨四柱液压机模压玻璃钢汽车保险杠、导流罩
- 1000吨双缸四柱液压机模压PVC砖机托板成型
- 石墨坩埚液压机与其端盖压力机的选择标准?
- 630吨粒子钢压块机冷压成型工艺及操作注意事项
- 400吨框架式锚杆托盘液压机生产线
- 800吨塑料建筑模板模压成型液压机的特点与工艺
- 400吨SMC穿线井模压液压机的优点
- 1250吨塑料托盘液压机价格是多少钱?
- 石墨坩埚液压机吨位选择?2000吨双工位坩埚液压机
很新资讯文章
- 滕州液压机厂家教您正确使用泵站
- 多功能双翁化粪池液压机液压系统电气故障
- 关于四柱万能液压机设备的故障问题
- 315吨三梁四柱液压机减小耗电量的方法
- 龙门式液压机对于管路链接的特殊要求
- 我国液压机再制造的优势及市场前景
- 不锈钢水箱专用四柱万能液压机漏油分析
- 1200吨四柱液压机压制耐火砖的生产工艺
- 我国液压机研究和发展现状及前景
- 多功能液压机为什么能产生那么大的力?
- 630吨舔盐压块液压机油压泵的功率损失分析
- 广场砖/地面砖/渗水砖成型液压机厂家哪里有?
- 400吨SMC穿线井模压液压机的优点
- 2500吨铜棒冷挤压快速液压机三大组成系统
- 400吨屋檐树脂仿古瓦模压液压机-仿古瓦生产设备
- 480x280mmW钢带护板托盘成型液压机用多少吨?
- 如何让800吨复合材料成型液压机达到节能?
- 双色鱼饵压块机厂家哪家好?
- 1600吨复合材料成型液压机液压系统泄漏形式
- 封头液压机怎么安装拉伸模具?
您的浏览历史

