400吨四梁四柱液压机压制耐火砖一模出两块
文章出处:www.baotian35.com 人气: 发表时间:2021-09-22 16:53
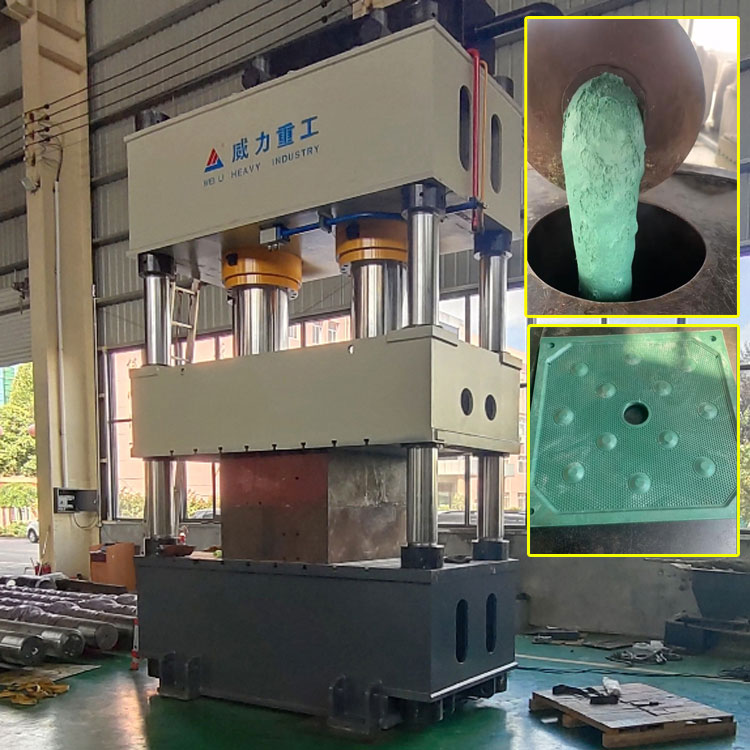
粉末成型液压机的标准机型为四梁四柱式结构,其中就包括有耐火砖、耐火材料成型液压机,之前设计生产的1500吨镁碳砖成型液压机设备为三梁四柱式结构,这台400吨耐火砖液压机为四梁四柱式结构,也称400吨四梁四柱液压机可一模出两块,具体的可以根据模具及耐火砖的形状、尺寸来选择合适吨位、结构的粉末液压机设备。400吨耐火砖成型液压机在脱模时,很容易出现裂纹,具体的原因及解决方案,山东威力重工机床有限公司给出了答案。

一、砖型原因
由于不同的耐火砖由不同的模具压制而成,带有孔、舌、槽或角的模具结构设计不合理,多模表面舌槽多且难以成型,模具两侧为活动板,脱模后容易产生裂纹。
解决方案:我们应该根据不同的砖型,选用不同的模具;有时还需要根据砖型,来选择不同结构的400吨耐火砖成型液压机。
二、模具设计不合理
由于成型模具设计中缺少排气槽和排气孔,造成成型砖坯从模具中成型时容易出现裂纹。
解决方案:对模具进行改造,在400吨耐火砖成型液压机压制过程中,设定排气时间与次数。
三、分布不均匀
分布不均匀容易造成耐火砖边部和中部的密度不同,在干燥过程中,由于坯料周围的密度低于中间,边缘温度高于中间温度,水分在边缘蒸发快,在中间蒸发慢,导致边缘脱水率高于中间的情况。当边缘脱水收缩过快时,坯料边缘会出现裂纹。
解决方案:改进布料结构,调整400吨耐火砖成型液压机布料次数与时间,在压制过程中避免出现压力分布不均匀的现象。
四、成型操作及成型压力问题
成型操作过程中,短程过快和全程跳动,虽然大部分气体被排出,但仍有一小部分气体被压缩未完全排出,压力超过生砖的断裂强度,会造成生砖内部横向裂纹。
解决方案:根据原材料的特性,调整400吨耐火砖成型液压机的工作压力,通过我们采用试压的方法来测算。

400吨耐火砖成型液压机-四柱粉末液压机试机中
造成400吨耐火砖成型液压机脱模出现裂纹的原因还有很多,以上几个是经常会遇到的,当模具磨损严重或损坏时,也会造成裂纹的出现,可通过修复或更换模具的方法来解决。山东威力重工机床有限公司设计生产的400吨耐火砖成型液压机具有结构紧凑、压制力大、刚性强、全密封防尘,循环润滑,操作简单,产量高,经久耐用的特点。400吨耐火砖成型液压机的喂料机变速、回转盘转动等部位采用先进技术,传动力大,运转平稳,到位准确,维修率低等优点。采用全自动控制故障率低,运行平稳,主机采用四立柱结构,更换不同的模具,可压制不同的压块和空心砖。强度高,稳定性好。液压站系统采用独特的冷却系统,使油温不容易升高,油路重新设计了快速系统,使你时间更省、班产量越高。该机独具特点的自动加料机构,使你操作更省心,节约更多的劳力资源。采购定做400吨耐火砖成型液压机设备,欢迎来公司实地考察定做,咨询热线张经理:18306370898(可加微信)

压制成型耐火砖产品
下一篇:400吨四柱双动快速冷挤压液压机液压油购买注意 上一篇:上一篇:压滤机滤板模压成型液压机800吨1000吨2000T压力机
此文关键字:400吨,四梁,四柱,液压机,压制,耐火砖,一模出,



同类文章排行
- 轴承压装液压机-400吨四柱液压机带移动工作台
- 2000吨四柱液压机模压玻璃钢汽车保险杠、导流罩
- 1000吨双缸四柱液压机模压PVC砖机托板成型
- 石墨坩埚液压机与其端盖压力机的选择标准?
- 630吨粒子钢压块机冷压成型工艺及操作注意事项
- 400吨框架式锚杆托盘液压机生产线
- 800吨塑料建筑模板模压成型液压机的特点与工艺
- 400吨SMC穿线井模压液压机的优点
- 1250吨塑料托盘液压机价格是多少钱?
- 石墨坩埚液压机吨位选择?2000吨双工位坩埚液压机
很新资讯文章
- 500吨四柱液压机吃进去钢板吐出来钢瓶的“小怪
- 四柱万能液压机滑块常见故障
- 射灯灯罩多功能四柱液压机液压马达转速不稳
- 四柱万能pvc加热液压机中热交换器使用
- 不锈钢成型多功能液压机液压系统工作
- 1800吨多功能封头成型液压机液压缸低速爬行
- 自来水表壳多功能四柱液压机系统泄漏处理方法
- 1600吨框架式液压机导轨拉伤措施及提高精度
- 多功能水箱拉伸液压机液压系统的设计原理
- 多功能液压机受到干扰后处理方法
- 315吨空调冷风机三梁四柱液压机参数特点
- 500吨多功能四柱液压机管路链接件安装
- 分析育苗块630吨四柱液压机的工作速度如何加快
- 1600吨龙门式液压机结构特点与操作方式
- 315吨矿用锚杆多功能液压机使用操作方法
- 鱼饵压块四柱万能液压机液压阀的卡死的原因
- 厂家是如何确保四柱万能液压机的质量
- 合肥客户采购2台多功能液压机装配完成
- 多功能断路器成型液压机液压系统工作原理
- 四柱液压机选择立柱的基本原则
您的浏览历史

